ASTM C39 Compressive Strength of Concrete: Complete Guide for CMT Labs
June 05, 2026 | Last updated: June 2026
Everything construction materials testing professionals need to know about concrete cylinder testing — from specimen preparation and break procedures to fracture pattern analysis, common errors, and digital workflow optimization.
Concrete compressive strength testing is the single highest-volume test performed by construction materials testing (CMT) laboratories. Whether your lab processes 50 cylinders a week or 500 a day, ASTM C39 (the Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens) governs how every one of those breaks is performed, calculated, and reported.
But here's what most guides won't tell you: the test itself is the easy part. The real challenges live in the workflow around it — tracking cure ages across hundreds of active sets, catching specimens before they age out, maintaining traceability from field pour to final report, and producing compliant documentation fast enough to keep projects moving.
This guide covers the full picture: what ASTM C39 requires, how to execute it correctly, how to interpret results and fracture patterns, the most common errors that invalidate tests, and how modern CMT labs are eliminating the bottlenecks that make concrete testing harder than it needs to be.
Table of Contents
What Is ASTM C39?
ASTM C39/C39M is the standard test method for determining the compressive strength of cylindrical concrete specimens, including both molded cylinders and drilled cores. First published over 80 years ago by ASTM International's Committee C09, it remains the most widely referenced concrete testing standard in North America. The current edition of ASTM C39/C39M-24 should always be referenced directly through ASTM International, as standards are periodically revised. Always verify you are referencing the edition in effect at the time of testing.
The test measures a fundamental property: how much compressive stress a concrete specimen can withstand before failure. That single number, expressed in pounds per square inch (psi) or megapascals (MPa), drives decisions about formwork removal, post-tensioning schedules, structural acceptance, and ultimately whether a project moves forward or grinds to a halt.
ASTM C39 results serve as the basis for:
- Quality control of concrete proportioning and mixing
- Acceptance testing for compliance with project specifications
- Evaluation of admixture effectiveness
- DOT compliance for roadways, bridges, and public infrastructure
- Legal and contractual documentation of delivered concrete quality
The standard applies to concrete with a density greater than 800 kg/m³ (50 lb/ft³) and is used in conjunction with companion standards addressing specimen preparation, curing, and end conditions.
Companion Standards: The Tests Before the Test
ASTM C39 doesn't exist in isolation. Before a cylinder ever reaches the compression machine, several upstream standards must be followed correctly, and errors at any of these stages will compromise C39 results regardless of how well the break itself is performed.
| Standard | Purpose | Relevance |
|---|---|---|
| ASTM C31/C31M | Field making and curing of concrete test specimens | Governs cylinder casting, initial curing, handling, and transportation prior to compression testing |
| ASTM C192/C192M | Laboratory preparation and curing of concrete specimens | Applies to laboratory-batched concrete specimens |
| ASTM C617/C617M-23 | Sulfur mortar capping of cylinders | Provides end preparation requirements for proper load distribution |
| ASTM C1231/C1231M-23 | Unbonded neoprene cap systems | Alternative to sulfur capping commonly used in modern CMT labs |
| ASTM C42/C42M | Drilled concrete cores | Covers obtaining and testing cores for in-place strength evaluation |
Understanding this chain matters because a low break result is often not a concrete problem — it's a specimen-handling issue. Labs that can trace every cylinder from its pour location, through initial curing conditions, transport, lab curing, and break execution have the data to distinguish genuine strength deficiencies from testing artifacts.
Hot Weather Concreting and ASTM C39
ASTM C31 requires initial curing of test cylinders at 60–80°F — a requirement that is nearly impossible to meet without active intervention in warm-climate states like Florida and Texas, where ambient temperatures routinely exceed 85–100°F for much of the year. Cylinders cured above this range will show accelerated early-age strength but reduced 28-day design strength, which is the most common cause of unexpectedly low break results during summer months.
CMT labs operating on DOT projects in these states must follow the applicable state specifications for hot weather concreting, concrete placement temperature limits, and specimen curing requirements. Key standards to be aware of:
- Florida: FDOT Standard Specification Section 346 — governs concrete placement temperature limits, hot weather concreting measures, and mass concrete temperature requirements. The full specification library is available at FDOT Standard Specifications for Road and Bridge Construction.
- Texas: TxDOT Item 420 (Concrete Substructures), Item 421 (Hydraulic Cement Concrete), Item 422 (Concrete Superstructures), and Item 360 (Concrete Pavement) — cover placement temperature limits, retarding admixture requirements in hot weather, and curing box temperature mandates.
- General guidance: ACI 305R (Guide to Hot Weather Concreting) — the industry reference for hot weather best practices applicable in any jurisdiction.
Labs should ensure that concrete temperature at placement, curing box temperature logs, and admixture usage are documented and linked to each cylinder set. When a summer break comes back low, this traceability allows the lab to determine whether the issue is a genuine concrete deficiency or a specimen-curing problem, and to defend that conclusion during audits or disputes.
ASTM C39 Test Procedure: Step by Step
Specimen Requirements
Standard test cylinders are either 6×12 inches or 4×8 inches, with the critical requirement being a length-to-diameter (L/D) ratio of 2:1. The cylinder diameter must be at least three times the nominal maximum aggregate size. If 4×8 cylinders are used with pad caps, the neoprene pads must have an appropriate durometer hardness for the expected strength range.
Pre-Test Measurements
Before breaking, the technician must measure:
- Diameter: Measured twice at the mid-height of the specimen, with the two measurements taken at right angles to each other. The variance between the two readings must not exceed 2%. The average diameter is used to calculate cross-sectional area.
- Length: Measured to verify the L/D ratio. Specimens with an L/D less than 1.75 require a correction factor to be applied to the calculated strength. Specimens with an L/D below 1.0 are not considered valid for testing under ASTM C39.
- Mass: While not explicitly required by C39, many labs record mass for density calculations and as a QC check.
- Visual inspection: Check for surface defects, voids, honeycombing, or transport-related damage. Record any anomalies.
End Preparation
The specimen ends must meet a planeness tolerance of 0.002 inches across any diameter. Ends that do not meet this requirement must be capped (per C617) or prepared with unbonded caps (per C1231). Grinding is also acceptable but less common due to equipment cost and time.
Machine Setup and Alignment
The specimen is centered on the lower bearing block, aligning its axis with the center of thrust of the spherically seated upper block. Proper alignment is critical — even slight eccentricity introduces bending stresses that reduce the measured compressive strength and produce anomalous fracture patterns.
Loading
ASTM C39 specifies a constant stress rate of 0.15 to 0.35 MPa/s (approximately 22 to 51 psi/s) throughout the test. The standard also permits displacement-controlled loading at rates calibrated to achieve equivalent results. The load is applied continuously without interruption until the specimen fails.
Two important requirements that are frequently overlooked:
- No premature shutoff: The test must not be terminated until the load drops to at least 95% of the peak value. Labs using automatic shutoff must verify that this threshold is correctly configured.
- Loading rate consistency: Research has shown that a loading rate of 50 psi/s produces roughly 2.6% higher strength than a rate of 20 psi/s. Maintaining a consistent rate within the allowable range ensures comparable results.
Calculations
The compressive strength is calculated by dividing the maximum load at failure by the average cross-sectional area of the specimen:
| f'c = P / A |
Where:
- f'c = compressive strength (psi or MPa)
- P = maximum load at failure (lbf or N)
- A = average cross-sectional area (in² or mm²)
For specimens with an L/D ratio between 1.75 and 1.00, a correction factor must be applied, as specified in ASTM C39. No correction is needed for the standard 2:1 ratio.
Concrete Cylinder Fracture Types and Failure Patterns
After each test, the technician must record the fracture type. ASTM C39 Annex A1 defines six standard fracture patterns, each providing diagnostic information about specimen quality, testing procedure, and machine condition.
- Type 1 — Cone (both ends): Reasonably well-formed cones on both ends with less than 1 inch of cracking through the caps. This is the ideal fracture pattern, indicating uniform load distribution and proper alignment. It is the expected result in a properly executed test.
- Type 2 — Cone and split: A well-formed cone on one end, with vertical cracks running through the caps and no well-defined cone on the other end. This pattern is common and generally acceptable in routine testing.
- Type 3 — Columnar: Vertical cracking running through both ends with no well-formed cones. Often associated with lower-strength concrete or specimens where the load did not concentrate into distinct cone failures.
- Type 4 — Diagonal: A diagonal fracture with no cracking through the ends. Often associated with end preparation issues, high friction at the bearing surfaces, or misalignment. Tap with a hammer to distinguish from a Type 1 fracture.
- Type 5 — Side fractures: Fractures occurring at the top or bottom, near the cap or bearing surface. Commonly associated with unbonded cap systems, capping problems, or specimen seating issues.
- Type 6 — Side fractures with pointed end: Similar to Type 5, but the end of the cylinder terminates in a point. Typically associated with unbonded cap systems, capping problems, or specimen seating at the bearing surface.
If fracture patterns consistently deviate from Types 1–2, the laboratory should investigate end preparation procedures, verify machine alignment, inspect bearing surfaces for wear, and confirm proper operation of the spherically seated block. Tracking fracture patterns over time is an underutilized quality control tool. A sudden shift in dominant fracture types, even without corresponding changes in strength, can be an early warning sign of equipment issues that will eventually affect test accuracy.
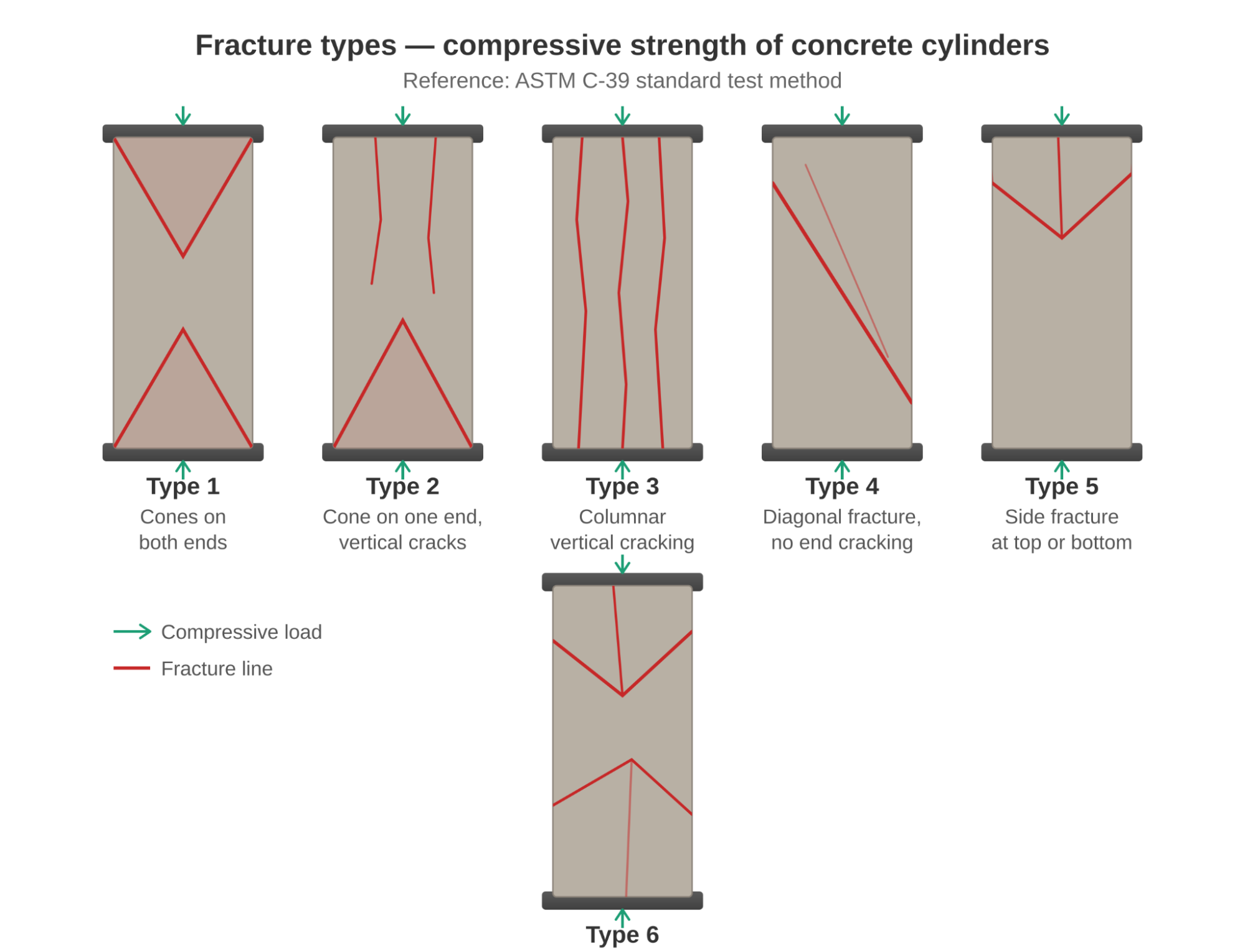
Figure 1. Common ASTM C39 Concrete Cylinder Fracture Patterns and Failure Modes
Common ASTM C39 Errors and Their Impact
Understanding where tests go wrong is just as important as understanding the procedure. These are the most frequent errors CMT labs encounter, along with their typical impact on reported strength values.
Errors That Reduce Reported Strength (False Lows)
- Improper initial curing temperature: Cylinders cured at temperatures exceeding 80°F during the first 24–48 hours will show reduced 28-day strength. Studies have shown that elevated initial curing temperatures can significantly reduce 28-day compressive strength, and the effect compounds when high ambient humidity is also present. This is one of the most common causes of unexpectedly low results.
In warm-climate states like Florida and Texas, this error is pervasive. When ambient temperatures routinely exceed 85–100°F, maintaining the ASTM C31 curing range of 60–80°F requires insulated, temperature-controlled curing boxes on every job. FDOT and TxDOT both require these boxes, but labs that don't verify and log curing box temperatures have no way to defend their results when 28-day breaks come back low. If your lab is testing on FDOT Section 346 or TxDOT Item 420/422 projects, curing temperature documentation isn't optional — it's a specification requirement and an audit expectation. - Specimen damage during transport: Cylinders that are less than 48 hours old are extremely vulnerable, particularly mixes containing fly ash or slag cement that gain strength slowly. Rough handling can introduce internal micro-cracking invisible to visual inspection.
- Eccentric loading: Even a few millimeters of misalignment introduces bending stress that reduces the apparent compressive strength. A cylinder that consistently breaks at lower values with Type 4 or Type 5 fractures should trigger an alignment verification.
- End planeness out of tolerance: Uneven load distribution across the specimen face creates stress concentrations. Worn neoprene pads or improperly applied sulfur caps are common culprits.
- Testing saturated specimens: Excess surface moisture or fully saturated conditions can reduce measured strength compared to properly conditioned specimens. ASTM C39 requires that specimens be tested in a moist condition, but excessive free water on the surface can affect results.
Errors That Inflate Reported Strength (False Highs)
- Excessive loading rate: Testing faster than the specified range artificially inflates strength values — a particular risk in high-volume labs under time pressure.
- Premature test termination: Stopping the test before reaching 95% post-peak load can cause the peak to be recorded as higher than the true failure load, though this is more a documentation issue than a strength issue.
Documentation Errors
- Incorrect specimen dimensions: A 0.1-inch error in diameter measurement produces roughly a 3% error in calculated area and therefore a 3% error in reported strength, enough to push a marginally passing result into failure territory or vice versa.
- Misidentified specimens: In labs processing hundreds of cylinders daily, specimen mix-ups are a real risk. When a 4,000-psi parking-lot slab cylinder is reported against a 6,000-psi structural-column specification, the result is either an unnecessary investigation or a missed genuine deficiency.
Typical Concrete Compressive Strength Values by Application
Compressive strength values vary widely based on mix design, cementitious materials, water-cement ratio, admixtures, and curing conditions. However, the following ranges represent common specifications that CMT labs encounter regularly:
| Application | Typical f'c (psi) | Common Break Ages |
|---|---|---|
| Residential slabs and footings | 2,500 – 3,500 | 7, 28 days |
| Commercial structural concrete | 4,000 – 6,000 | 7, 28 days |
| Bridge decks and DOT infrastructure | 4,000 – 5,000 | 7, 28, 56 days |
| Precast/prestressed elements | 5,000 – 8,000 | 1, 3, 7, 28 days |
| High-rise columns and shear walls | 8,000 – 14,000+ | 7, 28, 56 days |
| High-performance concrete | 10,000 – 20,000+ | Multiple ages |
| Mass concrete (dams, mat foundations) | 3,000 – 4,000 | 28, 56, 90 days |
Understanding strength gain curves: Concrete does not reach its design strength instantaneously. Under standard curing conditions, concrete typically achieves approximately 65–75% of its 28-day strength by day 7 and 80–90% by day 14 — mixes with high fly ash or slag cement may fall toward the lower end of this range. These early-age relationships allow engineers to project 28-day performance from earlier breaks, a practice that directly affects construction schedules.
Acceptance criteria under ACI 318: For standard acceptance testing under ACI 318-19, the specified compressive strength (f'c) is met when the average of any three consecutive strength tests equals or exceeds f'c, and no individual strength test falls below f'c by more than the lesser of 500 psi or 0.10 × f'c (for f'c ≤ 5,000 psi), or by more than 0.10 × f'c for higher-strength mixes. Understanding these thresholds is essential for CMT labs because borderline results require careful documentation and may trigger investigation.
Technician Certification Requirements
ASTM C39 explicitly requires that individuals performing acceptance testing meet the requirements for concrete laboratory technicians in ASTM Practice C1077. The standard notes that certification equivalent to ACI Concrete Laboratory Technician Level I or ACI Concrete Strength Testing Technician satisfies this requirement.
For field specimen preparation under ASTM C31, the corresponding requirement is ACI Concrete Field Testing Technician Grade I certification.
These aren't optional recommendations — they're standard requirements that directly affect the validity of test results. Labs preparing for AASHTO re:source Laboratory Assessment Program (LAP) or ISO/IEC 17025 accreditation audits need documented evidence of technician certification and ongoing competency.
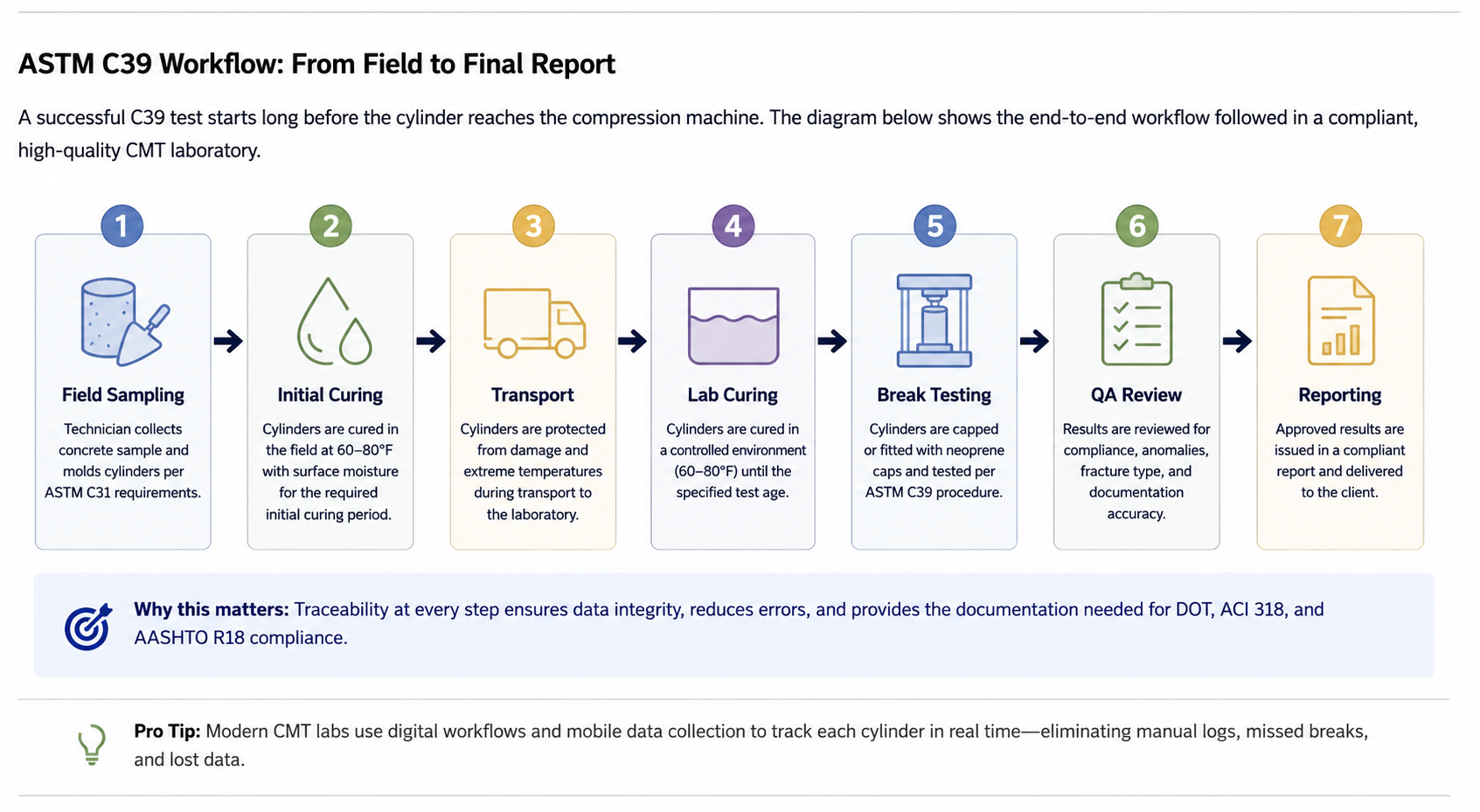
Figure 2. Example ASTM C39 workflow from field sampling through laboratory testing, QA/QC review, and final reporting.
Concrete Testing Lab Workflow Challenges
The ASTM C39 test procedure itself is straightforward. A trained technician can execute a break in a few minutes. The real complexity, and the real source of errors, delays, and inefficiency, lies in the workflow surrounding the test.
Consider what a typical CMT lab must track for every concrete testing project:
- Sample intake and chain of custody: Cylinders arrive from the field with varying levels of accompanying documentation. The lab must match each cylinder to the correct project, specification, mix design, and break schedule. In a busy lab receiving specimens from dozens of active projects simultaneously, this is where misidentification begins.
- Cure age tracking and break scheduling: A single project may have dozens of cylinder sets at different ages, each with its own required break dates. The lab must ensure that 7-day breaks happen on day 7, not day 8 — a scheduling challenge that compounds across hundreds of active sets. Missing a break age doesn't just delay reporting; it can invalidate the test data entirely.
- Break execution and data recording: The technician records specimen dimensions, load at failure, fracture type, and any anomalies. In labs still using paper break sheets or manual spreadsheet entry, this is where transcription errors enter the data stream.
- Calculations and QC review: The supervisor reviews results, checks for outliers, verifies that fracture patterns are consistent, and flags any results that require investigation. This review is required by quality management systems aligned with AASHTO R18 and ISO/IEC 17025 — but it's time-consuming when performed manually across dozens of daily reports.
- Client reporting: Results must be formatted into client or agency-specific report templates, reviewed, approved, and distributed. Many labs still spend hours reformatting the same data into different templates for different clients.
- Record retention and audit readiness: All test data, calculations, technician identification, equipment calibration records, and review documentation must be retained and retrievable for audits. AASHTO re:source assessors and ISO/IEC 17025 auditors evaluate not just test results but the entire documentation chain.
Each of these steps is a potential failure point. Paper-based and spreadsheet-driven workflows introduce risk at every handoff, from illegible field tickets to formula errors in spreadsheets to version-control problems in report templates.
Digital Workflow Solutions for Concrete Testing Labs
Many CMT laboratories have found that improving workflow efficiency can significantly reduce reporting delays, documentation errors, and specimen tracking issues. Modern CMT software platforms and lab management (LIMS) systems provide structured tooling for each stage of the concrete testing workflow. Common workflow improvements include:
- Field-to-lab traceability: When a technician casts cylinders in the field, the specimen data — project, mix design, placement location, batch ticket number, pour conditions — is recorded digitally and linked to the sample from the moment of creation. When the cylinders arrive at the lab, all context travels with them. No more deciphering handwritten tickets or calling the field office for missing information.
- Hot weather data capture: For labs operating in warm-climate states, the platform captures concrete temperature at placement, curing box temperature logs, and retarder usage from batch tickets — all linked directly to the corresponding cylinder set. When a summer break comes back low on an FDOT or TxDOT project, the lab can immediately pull the full environmental record for that specimen without scrambling through paper files or calling the field office.
- Automated break scheduling: The system tracks every active cylinder set and surfaces upcoming breaks in a daily work queue. Lab technicians start each day knowing exactly which specimens are due, which projects they belong to, and what specifications apply. Sets approaching their break date trigger alerts so nothing falls through the cracks.
- Integrated data capture: Break machine results — including load, stress rate, and fracture type — flow directly into the testing record without manual re-entry. For labs integrated with ForneyVault or similar machine data systems, this eliminates the transcription step entirely.
- Real-time calculations and validation: Compressive strength, cross-sectional area, and L/D correction factors are calculated automatically as data is entered. Built-in validation catches common errors — an impossibly high strength value, a diameter measurement outside the expected range, a fracture type inconsistent with the recorded strength — before the data leaves the lab.
- AI-assisted QA/QC review: Emerging AI-assisted QA/QC tools can assist laboratories in identifying statistical outliers, fracture-pattern inconsistencies, and potential data anomalies during the review process.
- One-click reporting: Test results populate pre-configured report templates that match client and agency requirements. Supervisors review and approve digitally, and reports are distributed automatically. Automated reporting workflows can reduce manual formatting and administrative effort while improving consistency across reports.
- Audit-ready documentation: Every data point, edit, review, and approval is logged with timestamps and user attribution. When AASHTO re:source assessors or accreditation auditors arrive, the documentation is already organized, complete, and accessible.
ASTM C39 and Quality Management: The AASHTO R18 Connection
For labs pursuing or maintaining AASHTO accreditation, ASTM C39 testing sits at the intersection of technical competency and quality system compliance. AASHTO R18 — the Standard Recommended Practice for Assessment of Laboratories — establishes the quality management framework that governs how accredited labs perform, document, and improve their testing operations.
Under AASHTO R18, concrete compressive strength testing is subject to:
- Proficiency Sample Programs (PSPs): Labs must participate in AASHTO re:source proficiency testing programs for concrete to demonstrate that their C39 results fall within acceptable ranges compared to peer laboratories. Consistent outlier performance triggers corrective action requirements.
- Equipment calibration and verification: Compression machines must be calibrated annually per ASTM E4, and calibration records must be maintained and readily accessible. The force-measuring system must be accurate to within ±1% of the indicated load.
- Method validation and technician competency: Labs must demonstrate that technicians performing C39 testing are trained, certified, and periodically evaluated. Training records, certification documentation, and competency assessments are all part of the quality file.
- Corrective action procedures: When results fall outside expected ranges, specimen preparation is suspect, or equipment issues are identified, the lab must follow documented corrective action procedures — investigate the root cause, implement corrections, verify effectiveness, and document the entire process.
A LIMS that natively supports these quality management requirements — tracking calibration schedules, maintaining technician certification records, documenting corrective actions, and producing audit-ready reports — transforms AASHTO compliance from a periodic scramble into a continuous, embedded process.
Frequently Asked Questions About ASTM C39
What does the ASTM C39 test?
ASTM C39 measures the compressive strength of cylindrical concrete specimens by applying an axial compressive load until the specimen fails. The maximum load is divided by the cross-sectional area to determine compressive strength in psi or MPa.
What size cylinders does ASTM C39 use?
The standard accommodates both 6×12-inch and 4×8-inch cylinders, with the primary requirement being a 2:1 length-to-diameter ratio. The cylinder diameter must be at least three times the nominal maximum aggregate size in the concrete mix.
What is the loading rate for ASTM C39?
The prescribed stress rate is 0.15 to 0.35 MPa/s, which corresponds to approximately 22 to 51 psi/s. Displacement-controlled loading is also permitted at equivalent rates.
What technician certification is required for ASTM C39?
ASTM Practice C1077 requires certification equivalent to ACI Concrete Laboratory Technician Level I or ACI Concrete Strength Testing Technician for individuals performing acceptance testing.
What is a passing compressive strength result?
Under ACI 318-19, the specified compressive strength (f'c) is considered met when the average of any three consecutive test results equals or exceeds f'c, and no individual result falls below f'c by more than the lesser of 500 psi or 0.10 × f'c (for f'c ≤ 5,000 psi), or by more than 0.10 × f'c for higher-strength mixes.
How many days does it take for concrete to reach full strength?
Concrete typically reaches around 65–75% of its 28-day design strength by day 7 and approximately 80–90% by day 14 under standard curing conditions — mixes with high fly ash or slag content may fall toward the lower end of this range. The 28-day test is the industry standard for design strength verification, though some specifications require 56-day or 90-day testing for mixes containing supplementary cementitious materials.
What do fracture types mean in ASTM C39?
Fracture patterns indicate how the load was distributed through the specimen. Type 1 (cone on both ends) is the ideal result. Deviations toward shear, columnar, or cap failures suggest issues with end preparation, machine alignment, or platen condition.
What happens if a concrete cylinder fails the compressive strength test?
A single low result doesn't necessarily mean the concrete is deficient. ACI 318-19 evaluates strength compliance on a rolling three-test average. If the average drops below f'c, or an individual result falls below f'c by more than the lesser of 500 psi or 0.10 × f'c, the engineer of record may require core testing per ASTM C42 to evaluate the in-place concrete.
Can ASTM C39 be used on drilled cores?
Yes. Cores obtained per ASTM C42 are tested under ASTM C39 procedures. However, cores typically exhibit lower strength than molded cylinders from the same concrete due to drilling damage, aggregate disruption, and different consolidation conditions.
What are the concrete temperature limits for FDOT and TxDOT projects?
FDOT Section 346-7.5 defines hot weather concreting as placement when concrete temperature exceeds 85°F. Concrete above 85°F is rejected unless hot weather measures are in effect; FDOT specifications generally reject concrete exceeding 100°F at placement. TxDOT Items 420 and 422 cap structural concrete placement temperature at 95°F and require set retarding admixtures when the air temperature exceeds 85°F for superstructure work. Both agencies require insulated curing boxes capable of maintaining 60–80°F for test specimens regardless of ambient temperature.
Why do my concrete cylinders break low in the summer?
The most likely cause is initial curing temperature. When ambient temperatures exceed 85°F — common across Florida, Texas, and the Gulf Coast — cylinders that aren't stored in temperature-controlled curing boxes will cure too hot, accelerating early hydration but reducing 28-day strength. ASTM C31 requires initial curing at 60–80°F, and industry research shows that this is commonly violated on many job sites. Document curing box temperatures with a data logger to distinguish genuine concrete deficiencies from specimen curing issues.
Key Takeaways for CMT Laboratories
ASTM C39 is the foundation of concrete quality assurance, but delivering accurate, timely results depends on far more than the break procedure itself. The labs that maintain strong workflow controls, documentation practices, and traceability are generally better positioned to improve reporting consistency and audit readiness. The test method hasn't changed dramatically in decades. What has changed is the technology available to manage, validate, and report the data it produces. Labs still running on paper break sheets and Excel formulas aren't just slower — they're carrying unnecessary risk in every result they issue.
Whether your lab is breaking 50 cylinders a week or 500 a day, the principles are the same: capture data accurately at the source, automate calculations and scheduling, validate results before they leave the lab, and maintain documentation that withstands scrutiny. Laboratories that implement structured digital workflows are often better positioned to maintain documentation consistency, improve turnaround times, and support audit readiness.
About eFieldData
eFieldData is a cloud-based construction materials testing platform with a native mobile app that supports real-time field data collection, laboratory testing workflows, and automated client reporting within a centralized platform. eFieldData includes ASTM and AASHTO-compliant test forms, automated break scheduling, ForneyVault integration, audit-ready documentation features, and AI-assisted validation capabilities (currently in development) designed to support laboratory QA/QC review workflows prior to engineer review. Schedule a demo to learn more about eFieldData's concrete testing workflow capabilities.
Standards referenced in this guide were verified as of June 2026. ASTM, ACI, and DOT specifications are subject to revision — always confirm currency before use.
Disclaimer: This guide is for informational purposes only and does not constitute professional engineering or technical advice. ASTM standards, ACI codes, and state DOT specifications are subject to revision — always refer to the current published edition of the applicable standard before performing testing or making acceptance decisions. Consult a qualified professional engineer or your accreditation body for project-specific compliance guidance.


